小型電焊機節能控制電路製作
小型電焊機節能控制電路製作此電路的主要設計思想是:採用接觸器來控制電焊機的初級線圈的通斷,在電焊機不工作時切斷其初級線圈供電來達到節能的目的。電焊機正常工作時。初級線圈接220V電壓時的額定工作電流是40A。所以就採用觸點容量為220V/40A接觸器來控制電焊機的初級線圈的通斷,而對電焊機的次級線圈不控制。
如果對電焊機的次級線圈進行控制,會因為次級線圈電流大。其所需大容量接觸器或者可控硅的價格極其昂貴,有的將超過電焊機的價格,這樣就失去了意義。
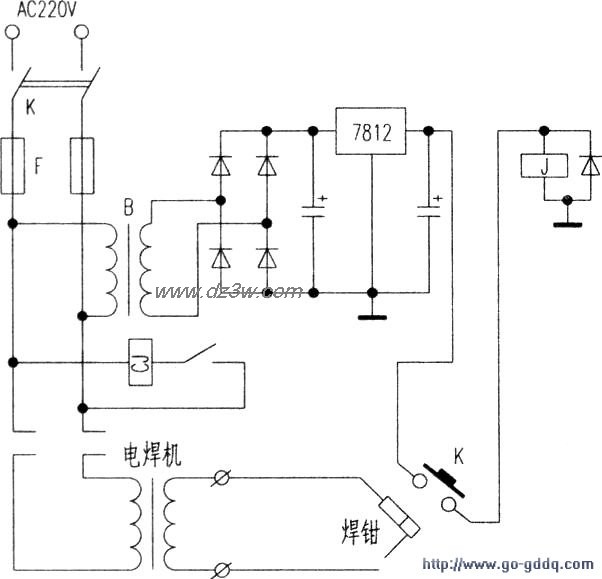
主要工作原理如附圖所示。當需要進行焊接作業時,合上總電源開關,用手指按住微動開關K1(K1裝在焊鉗的合適位置),12V繼電器線圈J得電,其常開觸點J1-1吸合。接觸器線圈得電。接觸器常開觸點C閉合。電焊機的初級線圈得電,電焊機可以正常工作。
當焊接完成或者需要清理焊渣以及更換焊條時,鬆開微動開關K1,12V繼電器線圈J失電,其常開觸點J1-1斷開,接觸器線圈失電。接觸器常開觸點C斷開,電焊機的初級線圈失電。電焊機停止運轉,無空載損耗。 唯一在工作的是10VA左右的控制變壓器B處於待機狀態,其空載電流很小。至於微動開關與焊接的配合。熟練的焊工在很短的時間就能適應。
本電路用一個很小的功率損耗來代替一個大的功率損耗。經測量,該11kVA電焊機的初級線圈的空載電流為4.3A左右。其空載損耗很大。加裝節能控制電路后,節能很明顯。
該電路的製作總成本在100元以內,製作簡單,節能實用。控制變壓器的次級輸出為15V,12V繼電器選取一種汽車用繼電器,12V整流穩壓電路製作在一塊電路板上,電路板連同其餘部件裝在同一塊木板上。整塊木板固定在安裝電焊機的小車上。該電路只要連接正確,開機就能正常使用。