ZX5—630可控硅整流弧焊機電路
BT338 一.用途 可控硅整流弧焊機是國家“八五”期間重點推廣應用的新型節能焊接設備,也是國家指定用於取代旋轉直流焊機的理想設備。該焊機可廣泛用於汽車、造船、冶金、化工、建築等行業,可使用所有牌號直徑2.5—8mm的各種焊條,對低碳鋼,中碳鋼,低合金鋼及不鏽鋼等進行全位置焊接,利用可控硅元件快速控制的特點,焊機動特性優良,性能柔和,電弧穩定,熔池平靜,飛濺小,焊縫成型好,有利於克服鹼性焊條在焊接中產生氣孔的傾向。焊機具有引弧及推力電流裝置,使引弧容易及焊條不易粘住,焊機對電網電壓波動進行補償並在焊機冷熱時,都能保持焊接電流的穩定,焊機操作方便可遠距離調節(暫定10米)焊接電流。二.技術數據電源電壓V380額定工作電壓V44相數3額定工作電流A630頻率HZ50額定負載持續率60%輸入容量KVA48電流調節範圍A130—630初級電流A74電網波動補償度電網波動±10%空載電壓V70輸出電流≤4%頻率75%冷熱態電流穩定度≤2%功率因數0.75冷卻方式強迫風冷絕緣等級B級外形尺寸mm900*660*770質量 Kg230 三.結構概述 焊機由三相變壓器,平衡電抗器,濾波電抗器,控制變壓器,交流接觸器,排風扇,控制線路板,可控硅元件等組成,主變壓器及平衡電抗器繞組均採用盤式結構,繞制方便,風道暢通,有利於通風散熱,濾波電抗器採用中間插入鐵芯的條形結構,製作方便,振動極小。
焊機焊接電流可以遠控,搬運遠、近控開關,調節相應的電位器,既可達到焊接電流的調節,推力電流及引弧電流可在面板上任意調節。四.電氣原理 1.ZX5—630可控硅整流弧焊機,採用可控硅元件,在電源變壓器的次級賄賂中,既起整流作用又利用觸發相位角來改變輸出直流電壓大小,焊機從直流輸出端的分流器上,取出電流信號,做為電流負反饋信號,隨著直流輸出電流的增加,負反饋亦增加,可控硅的導通角減小,輸出直流電壓下降,從而獲得了下降的外特性。焊機電路方框圖如圖(一) 2.焊機電氣原理概述如下: (附電氣原理圖)(1)焊機主要迴路: 焊機主迴路包括電源變壓器B1,可控硅元件SCR1—6,平衡電抗器L1,濾波電抗器L2,分流器FL組成,變壓器次級與可控硅元件接成帶平衡電抗器雙反星形整流電路形式,濾波電抗器既使焊接電流中脈衝分量減小,又使整流電路在可逆狀態下運行,使觸發電路以簡化,由分流器上取出準確,及時的電流信號,通過負反饋,控制焊機的外特性和動特性。(2)同步線路: 觸發脈衝的同步線路由三相控制變壓器B2,電阻R1—R3,穩壓管BW1—BW6取出三相正、負方波電壓,由電容C1—C3和R4進行微分,取出電網三相正、負過零點的脈衝電壓,由Z1—Z4分別取出三相電壓正向過零點及反向過零點的信號分別使三極體T1T2飽和導通在T1、T2導通期間,使觸發脈衝發生電路中電容器C20、C21放電,充電電流被三極體旁路,而形成同步點,(3)觸發點路: 觸發點路由雙基極二極體,充放電電容器C20,C21,二極體T3、T4,脈衝變壓器B3,B4等組成,由移相控制電路來的控制電壓加到T3、T4的基極,控制充電電流的大小,從而改變了觸發脈衝的移相角度,脈衝變壓器輸出的觸發脈衝分別觸發小功率可控硅SCR7、SCR8上,當小可控硅導通時即可強觸發主可控硅導通。(4)移相控制電路 移相反饋控制電路由運算放大器F,電流調節電位器,額定電流整定電位器,零點調整電位器等組成。分流器上的電壓信號,供給電壓比較器F作電流負反饋的電壓來用,分流器輸出的負電壓,與電流調節電位器輸出的給定正電壓比較,通過F運算后,輸出負電壓作為移相控制電壓。當焊接電流增大時,分流器兩端的負電壓增大,使F輸出電壓趨向於正,亦既T3、T4導通減弱,C20、C21充電電流減小,移相角增大焊接輸出直流電壓降低,獲得下降外特性,調節電流調節電位器,既改變給定電壓值,同樣可改變F輸出的控制電壓,從而調節焊接電流。五.安裝及使用方法1.焊機安裝: (1)本焊機不允許在高濕度(相對濕度超過90%),高濕度(周圍環境濕度超過40℃)以及有害工業氣體,易燃、易爆、粉塵嚴重的場合下工作。
(2)本焊機的電源為三相380V,50HZ用戶應自備容量為100A的自動保險式空氣開關,並要求用於不大於8平方毫米的銅導線可靠接地。
(3)輸出端設在焊機內,接線時,先折下蓋板,將電纜牢固接地在輸出螺桿上,然後上好蓋板。2.使用方法: (1)近控使用時,將面板上近控開關置於“近控”位置,取下遙控操作盒,(蓋上插座蓋),合上三相電源,向焊機供電,電源指示燈亮,按下“ON”按鈕,綠色指示燈亮,焊機開始工作,風扇轉動,焊機有電壓輸出,根據需要調節好電流刻度(僅供參考、應以電流指示為準),推力電流及引弧電流,既可進行焊接。
(2)遠控使用時,將面板上遠控開關置於遠控位置,將遠控操作盒焊接上,將引弧,推力電流調至所需位置,合上三相電源向焊機供電,按下“ON”按鈕,焊機既投入運行,在操作盒上調節好焊接電流,既可進行焊接。4.注意事項: (1)焊機三相進線連接必須牢靠,如有一相斷開,焊機就不能正常運行。
(2)焊機與電纜的接頭處於必須擰緊,否則接觸不良,可將接線板燒壞。
(3)調節旋鈕輕輕旋動即可,兩端限位處,切勿使勁再旋。
(4)如焊機在使用過程中,突然有過大的電流衝擊或性能顯著變劣時,應停機檢查。
(5)起動焊機后,風扇不轉動或風扇雖轉動,但風力很小時,首先應進行風機的檢查和修理,方可使用,本焊機嚴禁在無規定通風下進行焊接工作。
(6)控制箱內各電位器在出廠時已調試完畢,用戶非特殊需要切勿隨意旋轉。六.故障及消除方法故障現象原因消除方法1.箱殼漏電1.電源線不慎碰箱殼。2.變壓器、電抗器、電源開關及其它電器元件或接線碰箱殼。3.未接地線或接觸不良。1.消除碰處。2.檢查、並消除碰殼處。3.接好接地線。2.接觸器不動作焊機不能工作1.電源缺相。2.電源開關接觸不良。3.接觸器損壞。1.檢查電源。2.更換開關。3.更換接觸器。3.空載電壓調節失靈1.電源電壓過低2.變壓器次級線圈匝間短路3.可控硅整流器SCR1—6其中一個或幾個不觸發4.輸入電壓一相開路1.調整電壓至額定值。2.消除短路處3.檢查控制箱內觸發線路部分及引線並修復它4.檢查並修復4.焊接電流調節失靈1.控制線開路或短路2.近、遠控選擇與電位器不相對應3.可控硅整流器SCR1—6不觸發4.控制盒插座20、24號無輸出電壓5.同步線路有故障 1.檢查並修復之2.使其對應3.檢查並修復4.檢查控制箱給定電壓部分及引出線5.修復5.焊接時焊接電弧不穩定性能明顯變差1.線路中某處接觸不良2.濾波電抗器匝間短路3.分流器到控制箱的引線斷開1.使接觸良好2.消除短路處3.應重新接好6.風扇不轉或風力很小1.保險管RD1—3熔斷2.風扇電動機繞組斷線3.風扇電動機起動電容接觸不良或損壞1.更換保險絲2.修複電動機3.使接觸良好或更換電容器7.噪音變大1.風扇風葉碰風圈2.風扇軸承鬆動或損壞3.風扇風葉鬆動4.固定箱殼或內部的某緊固件鬆動1.整理風扇支架、使其不碰2.修理或更換3.擰緊風葉4.擰緊緊固件8.焊機內有異味或主電源保險絲熔斷1.主線路部分或全部短路2.可控硅整流器擊穿短路3.風扇不轉或風力小1.修複線路2.檢查保護電路電容,接觸是否良好、更換同型號同規格元件3.修理風扇9.焊機無輸出電流1.保險絲RD1—3熔斷2.風扇不轉或長期超載使焊機內溫升太高、從而使溫度繼電器KW動作1.更換保險管2.修復風扇或控制焊機不要超負荷運行10.焊條容易粘工件1.焊接電流太小2.短路電流太小3.溫度繼電器燒壞1.適當調大焊接電流2.適當調大推力電流3.更換溫度繼電器七.供應成套1.產品成套包括: 1.可控硅整流焊機 1台 2.遙控調節盒 1個 3.焊鉗 (帶10米90平方毫米電纜線) 1把 4.電焊軟體 90平方毫米 10米 1根 5.面罩 1隻 6.電焊黑白玻璃 各一塊2.隨同產品文件有: 1.裝箱清單 1份 2.使用說明書 1份 3.產品合格證明書 1份 附圖:電氣原理圖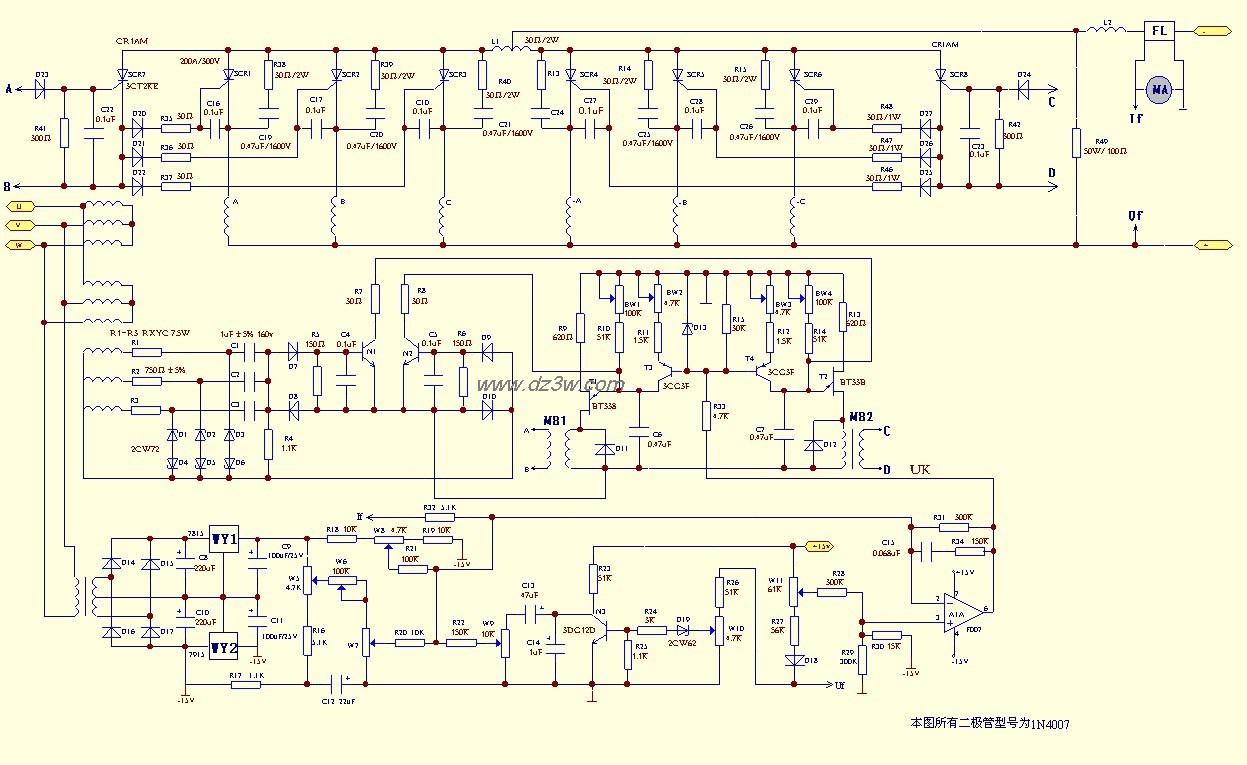
[admin via 研發互助社區 ] ZX5—630可控硅整流弧焊機電路已經有2021次圍觀
http://cocdig.com/docs/show-post-29587.html
