帶方位角指示器等的多功能鍋體立柱
帶方位角指示器等的多功能鍋體立柱經筆者實踐,試製成功不用車床、銑床、電焊等大型專用工具、只用普通衛視愛好者手邊的簡單工具,如手鋼鋸、手輪鑽、手動銼刀、手錘等低成本小工具,便於工作能加工成簡易方位角指示器、帶靜軸和旋軸、並可鎖緊的多功能鍋體立柱。其特點是加工過程簡單易行,效果滿意,在此與同好們交流共享。
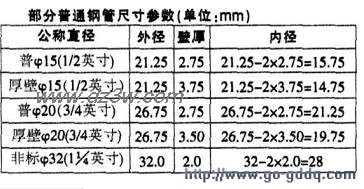
常見的帶方位角指示器的鍋體立柱包括靜軸和旋軸。靜軸和旋軸常用不同直徑的鋼管,比如φ15mm普通鋼管,最大外徑為21.25mm,在車床上車成外徑≤19.75mm,才可導放外徑為φ20mm、內徑19.75mm的鋼管中。還得在φ20mm鋼管上電焊一塊半圓形的帶一條半圓弧的長孔盤台,此半圓弧長孔要用銑床加工。在旋軸上還得用電焊焊上方位角指針、旋動手柄等,很麻煩,不是普通衛視發燒友力所能及的。
一、準備
1、準備φ15mm鍍鋅鋼管兩要根,上管400mm,下管若在陽台內使用為800mm,若在室外使用可縮短一半為400mm。要求鋼管管口平整,全管平直。
2、M16×80mm全光螺栓(即全牙螺栓)1根。
3、M6×120mm螺栓1根。
4、M6×30mm六角螺栓1根,以及平墊、螺母。

二、加工
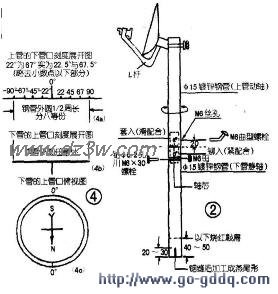
1、φ15mm鋼管上管(即旋軸)的下管口用鋸弓在外圓上鋸上記號(不用鋸太深,僅作記號用)。若有條件用6#鋼字碼(字碼高度為6mm)在記號上列印0-2-4-6-9號碼,表示0°-22.5°-45°-67.5°-90°。在0-2-4-6-9每兩數字間1/2處用點沖(或M6絲錐的尾尖)沖印痕表示11.25°、33.75°、56.25°、78.75°。亦可不列印鋼字碼,在使用中只要心裡有數也行。在上管口向上20mm處右側鑽φ15mm(靜軸)的孔,上管口任意處鋸刻一條0°記號線。
2、將M16×80mm螺栓鋸掉六角肩拐,製成軸芯,一端鉚入(因靜軸內徑15.75mm小於軸芯直徑15.8mm所以稱為“鉚”)靜軸30mm。外露部分50mm用銼刀進行加工,邊銼邊試,使上管的下管口套入成滑配合即可,不能太鬆動。由於牙部銼磨容易,加工量很少,稍一大意,多銼一點,就容易鬆動!
3、將M6×120mm螺栓在一半處彎成45°,備作上管旋軸鎖緊螺栓用。
4、鉚妥軸芯后,鑽φ6.2mm通孔,穿入M6×30mm螺栓,另一端旋入M6螺母緊固。
5、將下管下部要求在煤爐中燒紅敲扁、鋸縫,用大扳手向兩邊掰開成燕尾形,將燕尾澆埋入混凝土大塊中,要求鋼管保持直立,越直越好。混凝土的形狀可方可圓或其他形狀不限,重量大於20kg就行。若將靜軸捆綁或固定在堅固的直立管柱上,可省卻第5步驟。至此加工工序結束。
三、組裝 1、將靜軸固定在混凝土塊或捆綁固定在直立的管柱上。
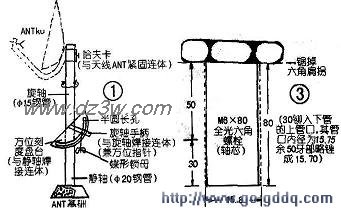
2、將旋軸套入軸芯后,再將Ku偏饋天線棄掉原有的S桿,浮固定在旋軸上端。
3、M6曲形螺栓浮旋入M6絲扣中。裝配工作至此結束。
四、初步調整 1、利用指南針將靜軸0°線調整在正北極(N)。
2、將旋軸的0°線對準靜軸的0°線,暫鎖緊曲形螺栓。
3、將Ku鍋的L形饋源桿調整指向正南極(S),鎖緊鍋後面的哈夫卡,鎖緊后再核實一下L形饋源是否還指向正南。至此初步調整結束。
五、使用 鬆開曲形螺栓,手執鍋的耳部,即可按常規方法調整方位角了。當鍋體在-90°~90°之間轉動,停於某一位置時,靜軸0°線所對的旋軸的刻度即是本鍋所對的方位角。鍋體旋軸向東轉,靜軸的0°線對準旋軸0°~-90°方向,方位角為負,反之為正。當曲形螺栓未鬆開時,鍋體對正南,其方位角為180°。鍋體轉動角度45°,即45°+180°=225°(向西);鍋體轉動角度63°,即63°+180°=243°;轉動-22.5°,即-22.5+180°=157°(向東);轉動-33°,即-33°+180°=147°(向東)。225°、157°、253°、147°……等即是衛星接收機“尋星指導”菜單中指示的方位角的值。
本裝置可視精度至少可達11°,刻度有17格,可減少盲目調整方位角,是比較實用的。
由於天線工作在露天,環境比較惡劣,最好所有元件都電鍍鋅,所用螺栓、螺母、墊圈必須使用鍍鋅的,以防腐蝕,以便延長使用壽命。
